H
Hutti
Mitglied
Servus zusammen,
Im Winter 24 hatte ich einen DT50 Motor auf der Werkbank und einen Bop Motor.
Bei der genaueren Betrachtung der Gehäuse und Getriebe Wellen, sowie der Kupplung ist mir der Gedanke gekommen,
man könnte doch die Bop Getriebewelle so anpassen, dass ich die DT50 Kupplung verwenden kann.
Denn der Bop Seitendeckel hat alle Bohrungen für die Kupplungsausrück Schnecke und der Anguss für den Kupplungszug
ist auch am Deckel, er muss nur gebohrt werden.
Damit sollte eine normale Handkupplung an der Bop möglich sein.
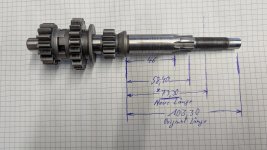
Beide Wellen vermessen und dann die Bop Welle mit der Passenden Hartmetall Platte abdrehen, Gewinde aufschneiden
und auf die Länge der DT Welle kürzen.
Da aber Yamaha eine Einsatzhärte von ca. 0,7 - 1,0mm hat, war das Abdrehen in sehr kleinen Schritten nur möglich.
Max 0,05mm, da der Schnitt auch noch unterbrochenwar, durch die Verzahnung für den Innenkorb.
Aber es hat sich alle nach der Bearbeitung montieren lassen.
Als nächstes musste ich die Bohrung für die Druckstange in die Getriebewelle einbringen.
Das hat mehr Probleme bereitet.
Im Winter 24 hatte ich einen DT50 Motor auf der Werkbank und einen Bop Motor.
Bei der genaueren Betrachtung der Gehäuse und Getriebe Wellen, sowie der Kupplung ist mir der Gedanke gekommen,
man könnte doch die Bop Getriebewelle so anpassen, dass ich die DT50 Kupplung verwenden kann.
Denn der Bop Seitendeckel hat alle Bohrungen für die Kupplungsausrück Schnecke und der Anguss für den Kupplungszug
ist auch am Deckel, er muss nur gebohrt werden.
Damit sollte eine normale Handkupplung an der Bop möglich sein.
Beide Wellen vermessen und dann die Bop Welle mit der Passenden Hartmetall Platte abdrehen, Gewinde aufschneiden
und auf die Länge der DT Welle kürzen.
Da aber Yamaha eine Einsatzhärte von ca. 0,7 - 1,0mm hat, war das Abdrehen in sehr kleinen Schritten nur möglich.
Max 0,05mm, da der Schnitt auch noch unterbrochenwar, durch die Verzahnung für den Innenkorb.
Aber es hat sich alle nach der Bearbeitung montieren lassen.
Als nächstes musste ich die Bohrung für die Druckstange in die Getriebewelle einbringen.
Das hat mehr Probleme bereitet.